Machine vision inspection technology has already applied computer vision technology, and machine vision is a rapidly developing branch of artificial intelligence. Simply put, machine vision is the use of machines to replace human eyes for measurement and judgment.
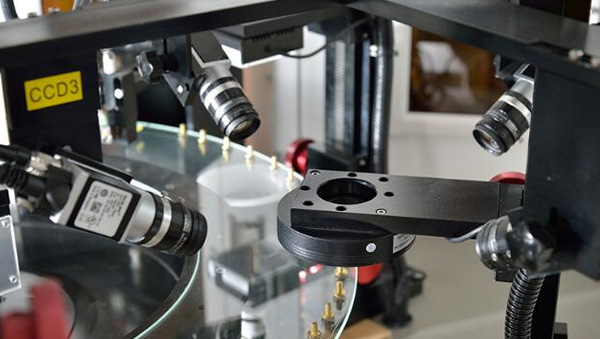
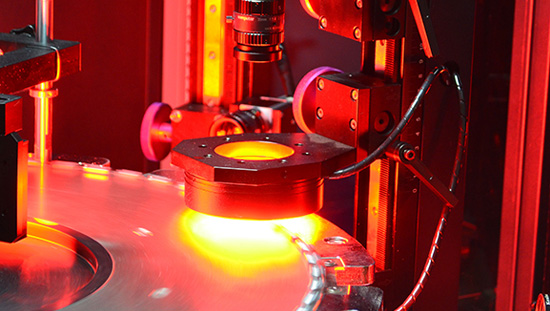
The machine vision detection system converts the captured target into an image signal through machine vision products (i.e. image capture devices), transmits it to a dedicated image processing system, obtains the morphological information of the captured target, and converts it into a digital signal based on pixel distribution, brightness, color, and other information. Machine vision technology is a combination of software and hardware, consisting mainly of cameras, camcorders, image sensors, visual processing, and communication devices. A complete system can capture images of any object and analyze them based on different parameters of quality and safety.
In the process of automated production, machine vision systems are widely used in fields such as working condition monitoring, finished product inspection, and quality control. At present, two-thirds of the mid-range market for machine vision products is occupied by the electronic manufacturing, automotive manufacturing, and municipal transportation industries. The remaining market share includes demand from industries such as food, packaging machinery, and printing, and the demand for machine vision products in these industries is still growing significantly.
From the perspective of the application of the lamp inspection machine industry, the electronic manufacturing industry is still the main factor driving demand. However, from the perspective of future development prospects, the automation level of industries such as food and packaging machinery will further improve, and the demand for machine vision products is worth looking forward to.
Faced with increasing labor costs, low production efficiency, shrinking profit margins, slow transformation of innovative ideas, and uncertain prospects, the industry urgently needs to find new growth engines. Although there are three driving factors for the development of the machine vision industry, one is the wide application demand space, the other is cost saving promotion, and the third is technology driven. At present, global users still lack matching awareness of the rapid development of visual technology, and the industry's development will inevitably face challenges. Currently, the main obstacles to the application of machine vision products in the Chinese market include budget constraints, difficulty in use, resource limitations in engineering implementation, operator acceptance, understanding of visual technology, and insufficient priority compared to other automation projects.
Machine vision inspection technology is highly reliable in solving complex industrial tasks. Moreover, compared to ordinary visual systems used in various institutions or educational settings, industrial machine vision systems are more robust, stable, and accurate. The media expects that these factors will make the technology more adaptable in the industrial sector. In addition, due to the use of machine vision systems in the industrial sector, an increasing number of other technologies are seeking to integrate with them, thereby strengthening the thriving development of the machine vision technology market.
The development of machine vision inspection technology can be described as a mixed bag. On the one hand, it is a powerful driving force, but on the other hand, it is a necessary obstacle for development. For enterprises that have deeply rooted in this industry, opportunities and challenges coexist. Whether they can establish themselves in this field or not, they still need to put in a lot of effort.



![[x]](/template/default/img/closeicon1.png)